One of the hardest aspects of owning a classic car is finding parts. Many owners realise too late that the next piece needed for their rebuild was produced decades ago, and the only reason it exists is because someone saw its value and kept it from the scrap pile. Sometimes, finding that person and that part on eBay or through owners’ clubs is not even an option. A case in point is the engine block for a Jaguar straight-six.
Jaguar did announce it would cast you a new engine block in exchange for £14,340, but not all Jag enthusiasts have that kind of spare cash down the back of the sofa, and not all manufacturers provide that kind of support. For most of us, there aren’t any new castings coming off the line. Our only option is to find a machine shop that can revive what was written off.
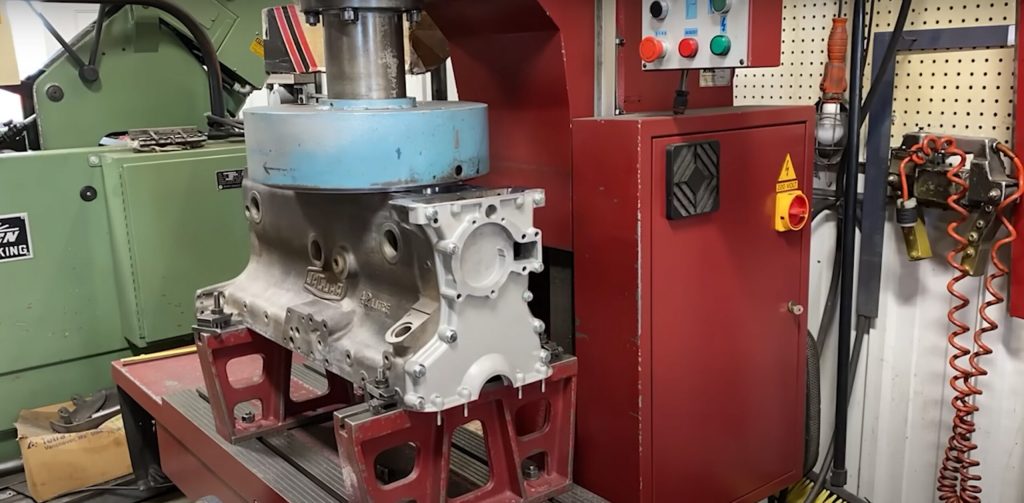
The machining process can feel like sorcery sometimes, so it’s always great to see a well-presented explanation of exactly what is being done. When the tools involved are giant machines that have the power to maim a human, the spectacle is even more fascinating. Let’s watch Jim’s Auto Machine Shop, Inc handle a warped Jaguar E-Type engine block.
The first step is all about measurement. Using an indicator, the block is levelled relative to the fly cutter, so that the new deck surface is flat and square. Once the block’s mounting position is finalised, it is time for a zero cut. This is a very light cut, often equivalent to one thousandth of an inch (or less), which ensures that no portions of the surface are extremely out of level. In the case of this Jaguar block, the zero cut also levels the newly installed cylinder sleeves with the deck.
Now, the cut that matters: two thousandths of an inch. The name of the game is accuracy; you should never remove any more material than necessary. Machinist dye turns the surface of the block blue and allows even the naked eye to identify divots or protrusions that are left after the cut.
Due to the design of the Jaguar engine, the timing cover must also be installed to ensure proper mating surfaces for the cylinder head upon final assembly.
With the deck surface sorted, attention shifts to the six bores. Each must be the perfect diameter to fit its new piston. Centring the tooling in the bore requires more careful measurement before a tape measure – the most inaccurate measuring tool in the shop – is used to set the depth stop, which prevents the tooling from dropping out the bottom of the bore. Only then can the final cutter be measured and installed, and its speed and feed set to produce a cylinder diameter that’s near-perfect.
We say “near perfect” because there is still one more step before anyone can think about assembling this engine. The final block sizing is done with a hone, which removes material much less aggressively than any other tool in the process. Honing also sets a crosshatch pattern: if you’ve ever torn down an engine, you’ve probably looked for this pattern to determine just how tired the engine is.
After all the machine work, the block gets a final cleaning before the machine shop calls the owner and tells them it’s time for assembly.
It’s easy to see why so many of the highly recommended machine shops are run by people with decades of experience. Machines, however capable, aren’t all that matter. Judgement calls must be made – about the final surface finish, or about adjustments to steps in the process. An experienced hand can feel what an inexperienced one must measure. Workshops like Jim’s keep our cars on the road, and seeing how their work is done only reminds us just how necessary these craftsman are.
This article was originally published on Hagerty US.
Read more
This hair stylist works on his devilish Jaguar “Beelzebub” with the patience of a saint
Rare Triumphs complete one man’s collection of a lifetime | Barn Find Hunter
The joy of six: The engine that made Jaguar